FAQ
The list below are some of the commonly asked hole punching questions with answers from our experienced staff at UniPunch Products. Our business is to provide you with high quality hole punching systems and the knowledge to operate and maintain your tooling.
We invite you to contribute to this section by sending your questions to info@unipunch.com. Your input and suggestions are greatly appreciated.
Q: Why does die clearance matter?
A: Too much clearance will create a burr which may not be acceptable. If the clearance is too tight the process will require more tonnage, the punch and die will wear out prematurely, and it will require more force to strip the punch from the material. Read More…
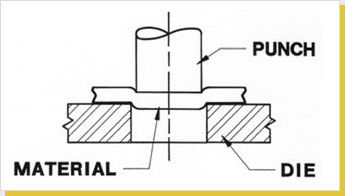
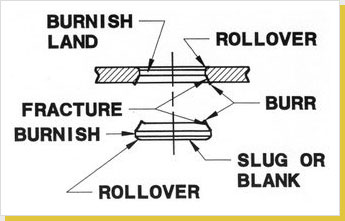
Q: What causes some of my punches to stick in the material after the part is punched?
A: There are several reasons for this condition. First, dull punches will cause the material to improperly fracture the material. This is evident by checking the burnished area on the slugs. This burnished area should be approximately 20 percent of the total material thickness.
Second, stripping springs that are worn and have taken a set will not provide full stripping pressure. The specifications for new spring lengths are listed on the catalog page for each unit. This combination of dull punches & dies and fatigued springs results in the reduced tooling performance. As a general rule, we recommend to sharpen often and take light cuts.
Q: My press brake has limited tonnage. How do I calculate the tonnage per hole for punching stainless steel?
A: As an example, let’s say you need to punch .875″ diameter holes in 3/16″ type 304 Stainless. The formula begins the same as for mild steel:
3.1416 x .875 (Dia. Of Hole) x .187 (Mat’l Thickness) x 25 = 12.8 Tons for mild steel
Because stainless steel has a higher shear strength, a multiplier factor of 1.40 is required.
12.8 (Tons for MS) x 1.4 (Multiplier for stainless) = 17.9 Ton per hole required.
For this and other tonnage calculation formulas, click here for Technical Data page 110.
Q: How often should I lubricate my UniPunch tooling? What type of lubricant do you recommend?
A: The basic rule is to keep the upper arm components of UniPunch tooling well lubricated and the frequency varies from each press environment. An inspection of the moving components is recommended during and after a normal shift. Some materials such as hot rolled steel or galvanized steel that create scale when punched will require additional maintenance. For daily operations, we recommend light machine oil – SAE 10 or equivalent. Lubricants that contain chemical driers are not recommended.
Q: I need to punch holes close to the edge of my 1/4” flat bar. Are there typical guidelines in order not to distort or bulge the material?
A: To prevent your part from distorting at the hole locations, UniPunch recommends that the punched hole be located a minimum of 1½ to 2 times material thickness from the edge of the hole. The diagram shown here depicts what can be avoided when adhering to these guidelines.
Q: What is die clearance?
A: This is the actual dimension added to the punch dimension based upon the type and material thickness of the material being punched. For UniPunch tooling, we refer to this as Total Die Clearance. Refer to our Material Technical Information Chart for recommended die clearances for common material types.
Q: How do I compute die clearance correctly?
A: Example: You need to punch a 7/8” diameter hole in 10 gauge mild steel. Convert the material gauge into decimals. 10 gauge steel = .1345”. Multiply .1345” X 20%. Answer = .027”. Add this to the punch size. Punch .8750” + .027” = .902” Total. The die size equals .902”.
Q: What is shut height?
A: The total height from the base of the UniPunch holder to the top of the punch, with the unit in the normal closed position. See unit pages for individual operating specifications.
Q: What is Tonnage?
A: This is the measurable force that is required for punching and notching material.
Q: How do I know if my press has the capacity for hole punching with UniPunch tooling?
A: First, you need to obtain the press specifications by locating the model number. Once you have determined the press tonnage, a guideline of 65% of the press tonnage is typically used for hole punching and notching applications. Example: You have a 50 ton press. Multiply 50 tons X 65% = 32 ½ Tons Available for Punching. (Note: this percentage may change based upon the age and condition of the press equipment)
Q: What is modular press tooling?
A: A series of punching units, part gauges and mounting components that when assembled becomes a flexible system to produce parts. Tooling and gauges can be repositioned as required. UniPunch modular press tooling is available for heavy, medium and light gauge part producing applications.
Q: Can I combine multiple punching and notching operations in one setup?
A: Yes. Multiple operations are easily combined to eliminate separate processes. With the UniPunch modular system, you can punch, notch, shear, form and blank complete parts with each press stroke.
Have our experienced team review your specific application. We can help determine the best solution to produce your parts faster.
Q: What tooling series is best for my application?
- Type of parts – e.g. Structural, Formed, Flat or Extrusion
- Type of material – Steel, Aluminum, Copper, etc.
- Material Thickness
The UniPunch A-Series will punch heavy material up to ¾” thick. The B-series will punch up to 10 gauge mild steel and the G-series is designed for lighter gauge applications in both flat and formed parts.
Q: I currently do not have a press. What type of presses do you recommend?
A: The UniPunch tooling system will operate in most down acting press brakes or punch presses. The types of parts that you will produce and the material thickness are the deciding factors in determining press designs. Contact the UniPunch sales and engineering department for further assistance.
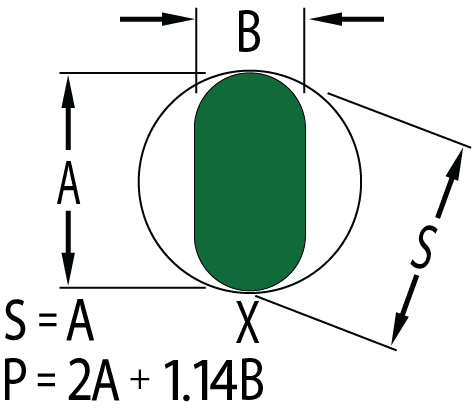
What is the Orientation of the Shape?
The orientation of the shape is the position of the shape in relation to the front of the punching unit.
For example, when ordering an obround punch, select whether Point X is at the front of the unit or the side of the unit, as shown below:
Point X at front of unit 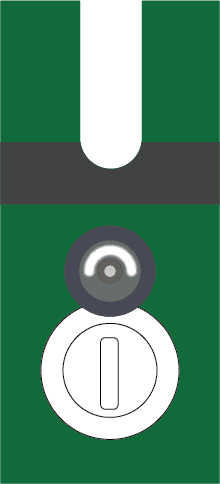
Point X at side of unit 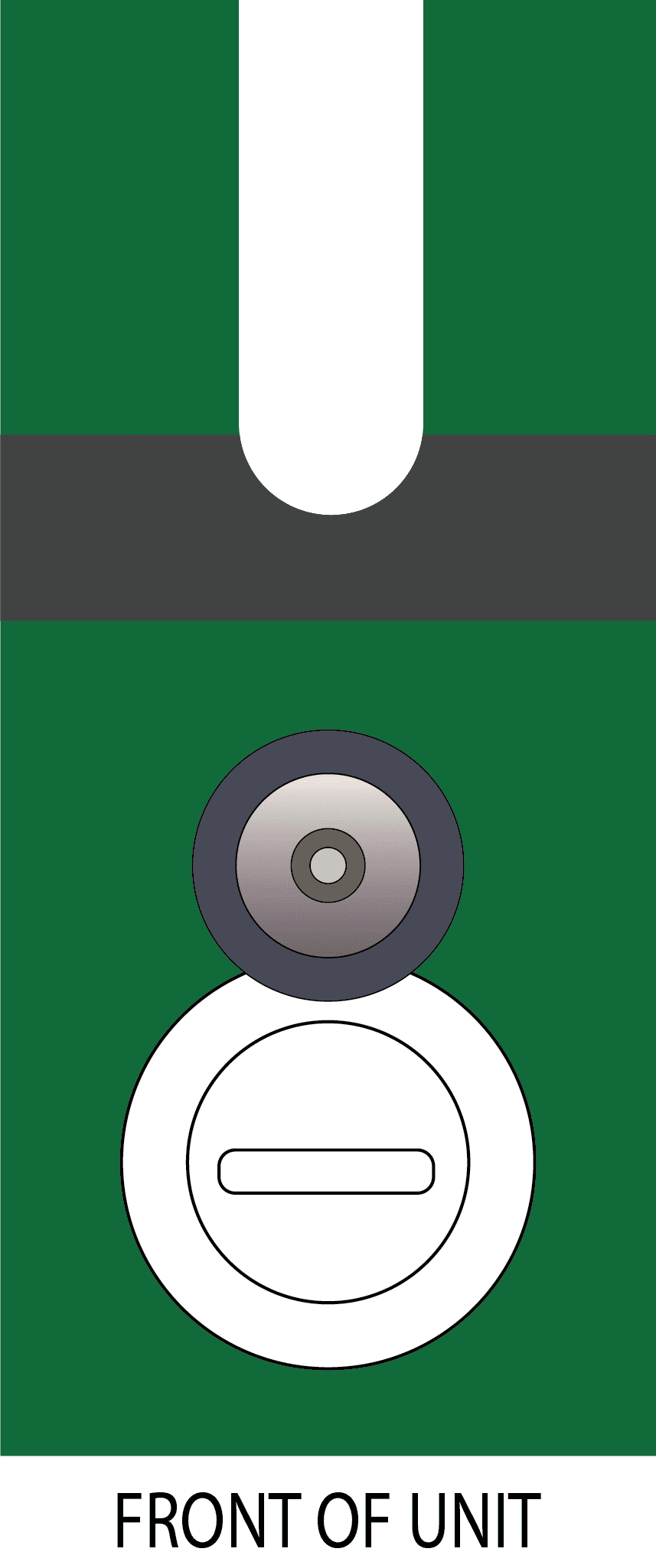
The guide has two slots at 0 and 90 degrees. The pin in the punch fits into one of these slots to orient the shape. Regardless of how you order the orientation of the shape (Point X at front of unit or Point X at side of unit), you can utilize either position.
What range of diameters can a UniPunch system punch?
Anywhere from .0937″ to 3.000″
Punch Add-on Pricing and Details
Punch Coating Add-on
TiN coating:
1 punch – $60 add on
2 punches – $35 add on per punch
3-5 punches – $25 add on per punch
6-9 punches – $15 add on per punch
10+ punches – $10 add on per punch
Alpha® coating:
1 punch – $72 add on
2 punches – $42 add on per punch
3-5 punches – $30 add on per punch
6-9 punches – $18 add on per punch
10+ punches – $12 add on per punch
Punch Back Taper
Back Taper Add-on $3
Punch Chisel Shear
Chisel Shear Add-on $25
Payment
UniPunch accepts American Express, MasterCard, Visa and Discover.

Credit Card Convenience Fee
Please note, there is a 3% convenience fee for credit card orders. To use another form of payment, contact us to set it up.
Tax Exemption
If you need to claim sales tax exemption, please send us your tax exemption certificate. Before you order, we can set up your account to be tax exempt.
Remit to Address
UniPunch Remit to Address:
UniPunch Products, Inc – FIS Lbx #446103
PO Box 64817
St Paul, MN 55164-0817
Shipping & Delivery
What is the minimum order amount?
The minimum order requirement is $50.
Can my order ship same day?
Stock items typically ship the same day when orders are placed by 12:00pm CST, Monday through Thursday. Orders placed on Friday that qualify for same day shipping, will be shipped on Monday.
*Limit quantities to 10 punches and 10 dies.
What is the lead time on punches, dies and components?
Round punches and dies typically ship in 2-3 days.
Standard shaped punches and dies typically ship in 4-5 days.
Stock items like springs, guides, punch heads and stock size punches ship the same day when orders are placed by 12:00pm CST. Orders placed after 12:00pm CST ship the next day.
What shipping methods do you offer?
UniPunch offers shipping via UPS.
Privacy & Security
Privacy Policy
UniPunch Products, Inc. respects and is committed to protecting your privacy. We may collect personally identifiable information when you visit our site. We also automatically receive and record information on our server logs from your browser including your IP address, cookie information and the page(s) you visited. We will not sell your personally identifiable information to anyone.
Security Policy
Your payment and personal information is always safe. Our Secure Sockets Layer (SSL) software is the industry standard and among the best software available today for secure commerce transactions. It encrypts all of your personal information, including credit card number, name, and address, so that it cannot be read over the internet.
Returns
Return Policy
UniPunch offers a 30 day return policy on stock items and standard size punches.
Stock items include bolts, guides, pilot pins, punch heads, retainers, screws and springs.
For a list of standard size punches, see below.*
There is a 20% restocking fee for stock items and standard size punches.
Products must be returned in new condition within 30 days of receipt for refund. Return shipping is not included. Refunds are for the cost of the products only.
Please email us at info@unipunch.com to receive a Return Merchandize Authorization number.
Custom sized items are non-refundable.
For orders cancelled within 24 hours, there is no restocking fee for stock items.
For orders cancelled after 24 hours, the return policy above applies.
*Standard Size Punches
| .1250 |
| .1406 |
| .1562 |
| .1875 |
| .1960 |
| .2020 |
| .2031 |
| .2187 |
| .2500 |
| .2570 |
| .2600 |
| .2656 |
| .2812 |
| .3125 |
| .3437 |
| .3750 |
| .3906 |
| .4062 |
| .4375 |
| .5000 |
| .5312 |
| .5625 |
| .6250 |
| .6875 |
| .7500 |
| .8125 |
| .8750 |