They’re Not Just for Bending Anymore!
 Press brakes are an important resource for punching holes fast.
Press brakes are an important resource for punching holes fast.
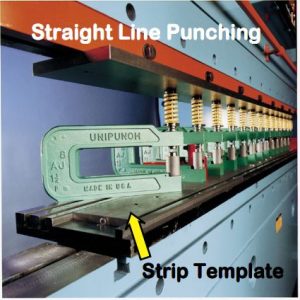
One of the most common applications is punching a line of holes using UniPunch tooling on a strip template in a press brake.
For recurring jobs, UniPunch tooling can stay assembled on the template and the whole assembly can be removed from the press and put on a rack for when that hole pattern is needed next.
Read More
How to Reduce Tonnage?
There are a variety of ways to reduce the required press tonnage.
- Use Tonnage Compensator Caps – Stagger the punch length so that the punches pierce the material at different intervals
- Add Punch Shear – A shear angle ground onto the punch tip reduces the load or tonnage unlike flat faced punches
- Use correct die clearance – This results in a balance of punching force, good hole quality and increased tool life
- Sharpen punches & dies often
Why Die Clearance Matters?
Proper clearance between the punch and die is essential for piercing a well-made hole efficiently.
- Too much punch and die clearance results in more rollover deformation where the punch enters the material and a large burr on the die side.
- With proper clearance between the punch and die, there will be minimal rollover deformation around the hole where the punch enters the material. As the punch cuts through the material, it creates a region of vertical burnishing until the fracture line created by the punch meets the fracture line defined by the size of the die at which time the material breaks creating the hole. On the die side there will be a minimal burr.
Read More