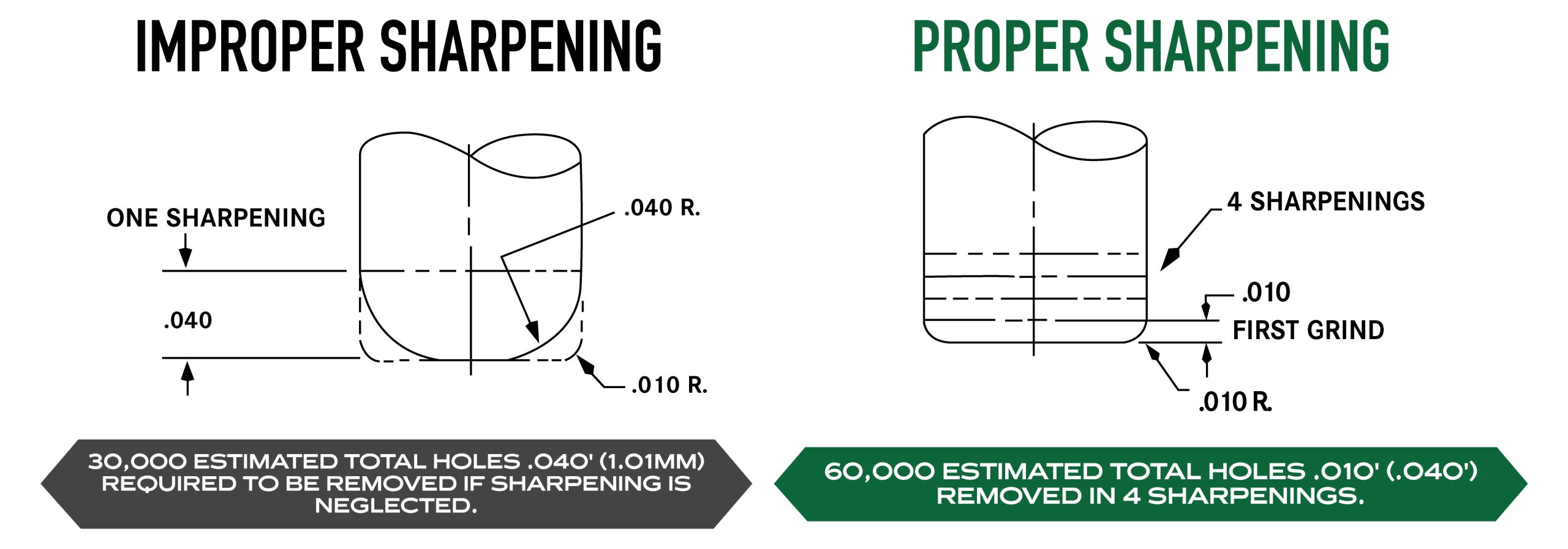
Frequent sharpening will extend your tool life, lower the press tonnage you need and produce higher quality holes. Tools not sharpened at the proper time demand additional pressure on the cutting edges which will deteriorate more and more rapidly. This in turn will decrease the hole quality and the quantity of holes that can be produced by that punch or die. Therefore, frequent sharpening is by far the least expensive way to produce consistent high quality holes.
UniPunch recommends a surface grinder and vee block for quick tooling maintenance. Dies that have been sharpened in the field may need to be shimmed to sustain uniform die height.